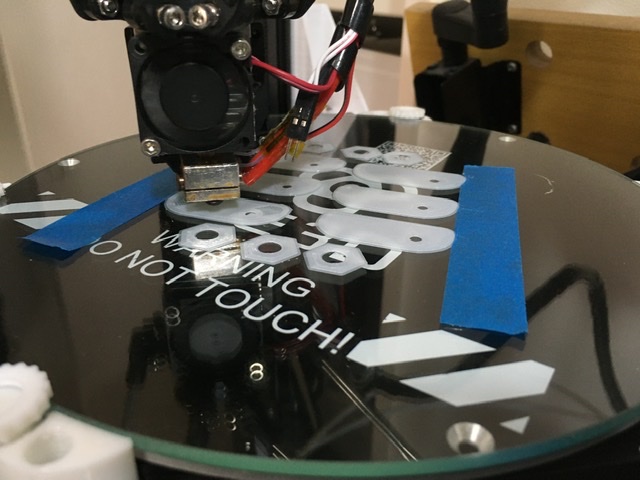
3Dプリンターのプリントを ラズベリーパイで制御させるため、OctoPrint を使ってます。
USB カメラを使ってストリーミング表示と保存をして、プリントの進捗確認や失敗時の原因確認に使っています。これの覚書。
ストリーミングはmjpg_streamer 利用。下記コマンドで実行。
mjpg_streamer -b -o "output_http.so -n" -i "input_uvc.so -f 1"
ただし、ピントがあわないのが悩みの種だった。プリントヘッドがあちこち動いてそのたびにAutofocusでピントが背景のほうにあってしまう。
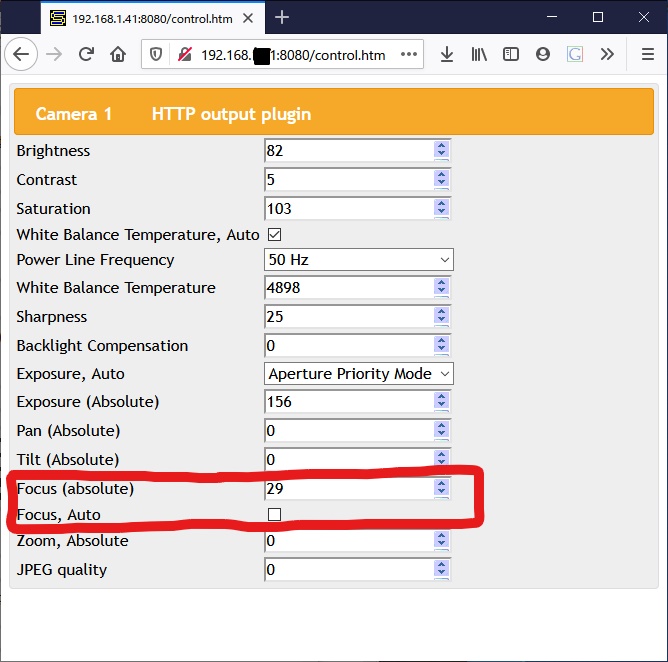
mjpg_streamer の output_http.so ではサンプルでAutofocus無効にして手動focusが設定できる。サンプルは output_http.so のオプションとして -w でフォルダ指定して実行。
mjpg_streamer -i "input_uvc.so -f 1" -o "output_http.so -w /usr/local/share/mjpg-streamer/www/"